
覆膜圆柱模板生产技术 方圆木制圆模板加工工艺(揭秘)-正规买球app排行十佳平台
覆膜圆柱模板经历二次成型工艺:一次冷压,二次热压历经10道工序,最终做出一张光鲜亮丽的清水木制圆模板。经历十道工序,方能生产出可多次使用的木制圆柱模板。客户在采购圆柱木模板时往往对价格和质量最为敏感,用低的成本买好的模板是每笔采购的基本目标。作为厂家而言,卖给客户最具性价比的产品,同时与客户成为长期合作的伙伴关系是我们的基本要求。

覆膜圆柱模板
客户在选择圆柱木模板时要擦亮智慧的双眼,识破厂家差异化的销售伎俩,用最少的成本买到最合适的产品产品价格不是厂家想定多少就定多少,产品质量不是厂家自己说好就好,价格靠的是有序的市场竞争,质量靠的是客户口碑。
方圆木制圆模板加工工艺
1、圆柱木模板选用优质的桦木杨木桉木作为原材料,先要对原材料进行裁切工序,选择软硬度适中的杨木桦木铵木基材,按照圆形工艺要求的长度以及质量截取合适的木段(一般最高3米)。

圆柱木模板精选优质原材料
2、对截取的木段进行削皮处理,之后蒸煮木段,确定旋切中心,进行旋切工作。圆柱木模板裁板时要使用100齿以上的合金锯片及带有轨道的锯边机。原木经裁切之后成为优质108杨木单板,整芯整板有利于圆柱木模板圆周的尺寸标准。
3.木段旋切后保证剩下的木芯直径为80cm左右,根据原木进行层切割得来原材料,将原木按照一定的层厚度进行水平面的切割旋切,根据模板的尺寸大小才裁切成比例相同的木层,并且将木层表面的杂质进行清除,杂质可以影响后期胶的粘结牢度。
4、对单板进行烘干和干燥处理至单板的含水率为7-8%,千源圆柱木模板单板全部选用整张芯 板,保证了模板的强度。干燥处理是通过裁切和旋切以后的单板都含有比较大的水分,在规模性的生产中我们要进行模板烘干处理,由于烘干后的单板比较脆,需要自然放置2天左右,确保保证单板的韧性,以便在圆形工艺加工时保证可弯曲度。
5.制作圆柱木模板的下一步,就是对单板进行涂胶,胶水要均匀保满,模板压差15%,模板压力190t,一张成型的圆柱木模板,都是采用了多张单板(杨木桦木)采用涂胶方式进行粘接在一起的,;利用进口全自动滚胶机和灌胶机,单板的正反面都会被均匀的涂抹胶层,将涂有胶层的单板均匀的进行铺盖6-10层(根据需要)即可,千源圆柱木模板的层数设定一般是14mm-22mm厚度不等。
6、圆柱木模板的表面采用膜,该膜透气性好,利于冬季施工。环氧树脂膜需要配制面胶,先在三胺胶液中加入玉米面粉作为填充剂,先均匀搅拌25分钟后,再加入氯化铵作为固化剂,形成面胶,将配制好的粘胶均匀涂在单板和模板芯层上,依次粘贴在一起,形成模板板坯,继而完成模板表面环氧树脂膜的制作。
外覆环氧树脂膜
7、先进行一次冷压,将膜纸直接放在夹芯上直接成型初步模板。
8.进行二次成型,首先成型基板,然后对底板砂光、打磨、打腻子,在打磨,然后贴环氧树脂膜,再次进入热压机贴膜而成,由此经过了2次热压的过程。在二次热压成型过程中,通过热压工艺进行压平。传统的加热时采用了锅炉水传到热进行加热,千源圆柱木模板在制作中采用了电加热,压平后,可以增加建筑模板的密实度,成型比较规则,提高了圆柱木模板的周转次数。
8.上述过程中采用先预压再热压的工艺,最高程度降低模板错位的几率,再施以合理的压力和温度热压,保证了每一张圆柱木模板均有卓越的胶合强度和硬度。
9,.喷漆、并且喷涂防腐漆,可保证圆柱木模板的使用寿命和周转次数。另一方面圆柱木模板在工地一般都是露天放置,喷漆过程可有效的防暴晒防雨水。有利于模板的存储。
10.修边包装处理:经过热压处理的圆柱木模板,如果出现吧部分夹层出现错位或者边角不规整现象,可用刻刀将多余的边角进行裁切,最后进行锯边打包检验入库。

覆膜圆模板
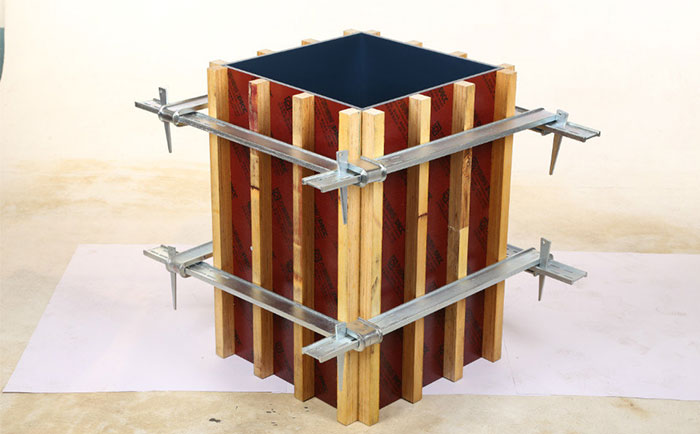
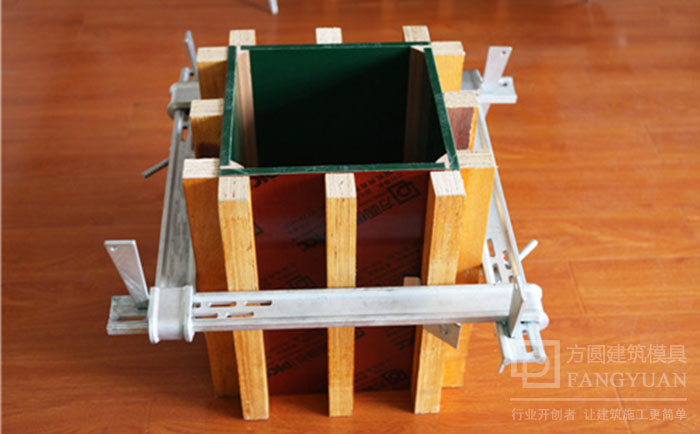
我们方圆的圆柱模板是采用的独特的凹凸槽设计,我们对圆柱模板进行初步的扣合之后再从下往上进行箍钢带的操作,这个过程只需要两个人就能合作完成,其中钢带与钢带之间需要保持平行,平均间距30cm一道钢带,一个人进行拧螺丝操作,可以保持力度一直,另一个人辅助操作。为了保持钢带的水平安装可以做哎模板的外壁一周订上三个铁钉,从下往上铁钉平均的间距是30cm,支模安装的时候将钢带防止在3个铁钉至上急了保持水平。

木制圆模板凹凸槽接口
相关热词搜索:正规买球app排行十佳平台-正规买球app网站
特别声明:本公司依法享有独立、自主的完整知识产权,且受法律保护。转载请保留链接:http://www.sdfangyuan.cn/article/29.html
未经本公司允许,任何单位及个人不得以任何方式及理由对我公司(包括不限于公司产品、视频、图片、文字、知识产权等)进行使用、截取、复制、修改、抄录、传播、演绎或其他产品捆绑使用、销售等侵权行为,凡有以上侵权行为的单位或个人,请立即停止侵权,否则我公司将依法追究其经济赔偿责任及刑事责任。